
2024.03.06
お知らせ
ダイヤモンドオンラインに水素製鉄プロジェクト記事が掲載されました。
製鉄プロセスにおける脱炭素実現に向けた水素製鉄プロジェクト(GREINS)の取り組みや決意をを、プロ…
『グリーンイノベーション基金事業/製鉄プロセスにおける水素活用プロジェクト』は
国立研究開発法人新エネルギー・産業技術総合開発機構(NEDO)の研究開発委託・助成事業で実施しています。





ニュース

ダイヤモンドオンラインに水素製鉄プロジェクト記事が掲載されました。
製鉄プロセスにおける脱炭素実現に向けた水素製鉄プロジェクト(GREINS)の取り組みや決意をを、プロ…
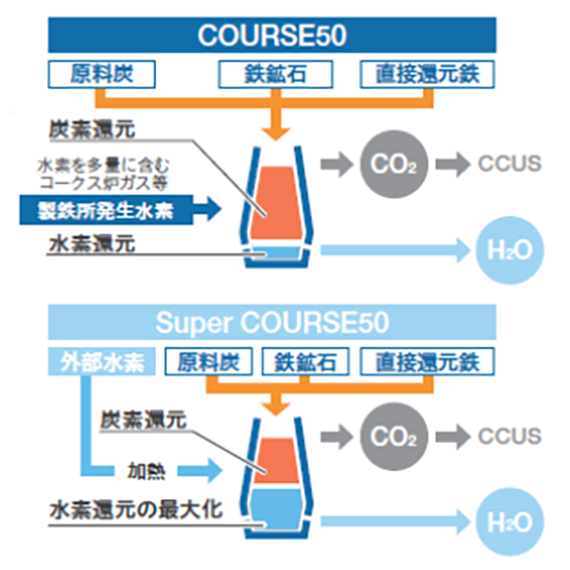
Super COURSE50 の試験炉において加熱水素吹込みにより、世界最高水準となる高炉CO2 排出量33%削減を確認しました。
日本製鉄東日本製鉄所君津地区の高炉水素還元技術SuperCOURSE50試験炉において、加熱水素吹…

WSA Breakthrough Technology Conference 2023にて水素製鉄プロジェクトの概要を報告しました。
アブダビで開催されたWSA(WorldSteelAssociation:世界鉄鋼協会)主催のB…
ADEME(仏、環境・エネルギー管理庁)-NEDOセミナーで水素製鉄プロジェクトの概要を報告しました。
仏ダンケルクで開催されたADEME(仏、環境・エネルギー管理庁)とNEDOとのエネルギー及び環境分…
第19回 産業構造審議会 グリーンイノベーションプロジェクト部会 エネルギー構造転換分野ワーキンググループが開催されました。
第19回産業構造審議会グリーンイノベーションプロジェクト部会エネルギー構造転換分野ワーキンググ…
第18回 産業構造審議会 グリーンイノベーションプロジェクト部会 エネルギー構造転換分野ワーキンググループが開催されました
第18回産業構造審議会グリーンイノベーションプロジェクト部会エネルギー構造転換分野ワーキンググ…
高炉水素還元技術の試験炉において加熱水素吹込みにより世界最高水準となるCO2排出量削減効果22%を確認しました。
日本製鉄東日本製鉄所君津地区の高炉水素還元技術SuperCOURSE50試験炉において、加熱水素吹…

第3回技術・社会実装委員会を開催しました。
NEDO主催の第3回技術・社会実装委員会を実施しました。各社の進捗状況尾に関して委員の先生方にご報告…
日経新聞にGI基金事業水素製鉄の記事が掲載されました。
日経新聞に日本製鉄の試験高炉などの取り組みが取り上げられました。(2023年6月28日朝刊P2)

GREINSのロゴマークを作成しました
GREINSのロゴマークを作成しました。水素製鉄プロジェクトの略称を制定するとともにシンボルロゴを作…
参考文献
2013年以降のCOURSE50関連および2021年以降のGI基金事業の成果のリストを示します。
カーボンニュートラル実現に向けたCO2分離回収技術開発への取り組み
本プロジェクトにおける吸収液開発の取組み
| 執筆者 | 余語克則 |
|---|---|
| 公表先 | RITE主催「未来社会を支える温暖化対策技術シンポジウム in 関西」 |
日本鉄鋼業のカーボンニュートラルへの道
鉄鋼業界のカーボンニュートラルに向けた取組みについて、鉄連長期ビジョンを元に作成した記事を寄稿する。記事の中でCOURSE50に関して述べる箇所がある
| 執筆者 | 日本鉄鋼連盟 |
|---|---|
| 公表先 | 道路建設 |
製鉄プロセスにおける省CO2の取り組み
脱炭素に向けた鉄鋼業界の現状と今後の取組み紹介の中でCOURSE50プロジェクトを紹介する(既論文の転記)
| 執筆者 | 松村勝、上城親司 |
|---|---|
| 公表先 | 秋田化学技術協会 化学技術懇談会 |
12m3試験高炉を用いた高炉からの排出CO2量削減技術の開発
試験高炉第5回、第6回操業概要
| 執筆者 | 上城親司、松倉良徳、横山浩一、砂原公平、柿内一元、酒井博、中野薫 |
|---|---|
| 公表先 | 雑誌名:日本製鉄技報 発行所:日本製鉄(株) 技術開発本部 |
ネーミングコンセプト

水素製鉄をイメージしたブルーを基調に、環境をイメージしたグリーンとで構成し、GとSは大きな文字としてグリーン(G)と製鉄(S)を強調しました。
iはグリーン水素(水素分子)で鉱石中の酸素原子と反応して水分子を生成、青い地球を支えるイメージを表現しています。
PR資料や対外公表資料などに表示し、プロジェクトを構成する各テーマが連携し、コンソーシアムで協力して開発に取り組むシンボルとして活用していきます。
テクノロジー

鉄鋼は、自動車、新幹線、住宅、日用品から飛行機、宇宙船、PC、スマートフォンに至るまで、人々の生活を支えるあらゆる製品に使われており、鉄鋼業は、あらゆる産業の基盤の役割を果たしています。
テクノロジー
 01
01これまでの取り組みと現状の課題について紹介します。
 02
02水素を活用した製鉄を実現するにはさまざまな技術的課題があります。それらの課題について紹介します。
 03
03本事業では高炉の特性を活かしつつも、CCUSなどを活用することにより、カーボンニュートラルを実現する方策に関して検討していきます。
 04
04本事業ではシャフト炉での水素による直接還元製鉄を実現するための方策に関して検討していきます。
 05
05本事業では直接還元法で製造される還元鉄を電気炉で溶解し、高級鋼を製造する技術の開発に取り組みます。
開発体制

本事業では国内の各企業・大学等の研究機関にご協力いただいています。関係者の英知を結集して、難しい課題に取り組んでいきます。



